铜-康铜热电偶热镀锡膜焊性能对比
发布时间:2022-05-12
浏览次数:
摘要:针对中、低温范围内,实验用测温头体积小、灵敏度高的要求,选用热镀锡膜焊接法及盐水焊法制作
铜-康铜热电偶,并对热电偶在20℃~90℃范围内进行了标定。应用最小二乘法拟合,使用2种方法,分别对标定结果进行线性.2阶及3阶拟合,分析拟合结果,选择了合适的拟合方法及阶数。通过与盐水焊热电偶比较,分析了热镀锡膜焊接对热电偶性能的影响。
1引言
温度是工业生产中最基本的参数之一,也是最为重要参数之一,温度的检测在生产和生活中占据着重要作用。热电偶已成为温度测量领域中应用最广泛的感温元件之一,具有体积小.便宜、耐用等优点,尤其是在大范围温度测量中,热电偶更是广泛应用。针对体积小、温度梯度大的测温目标来说,需要设计一种体积小、灵敏度较高、稳定性好,而且成本低廉的微热电偶。铜康铜热电偶在-170℃~200℃的温度范围内,具有热电势和温度关系近似线性,而且热电势大、灵敏度高、稳定性好.价格低廉等优点(),适用于中、低温测量。
热电偶的制作方法有多种,如电弧焊接法(包括直流和交流)、氩弧焊接、气焊、碳粉焊接、盐水焊接和水银焊接等,但上述焊接方法都存在-些问题,如:交流电弧焊设备简单,操作容易,但是热电偶的测量端容易渗碳,易引发热电偶脆断,还存在氧化问题;直流电弧焊方法简单,操作容易,测量端也不易沾污,但是存在氧化问题,常用于贵金属热电偶焊接;氩弧焊可以保护焊点不易氧化,但氩弧焊的设备价格昂贵;气焊工艺复杂,不易控制;盐水焊接的焊点质量较好,适于焊接直径较细的热电偶,但也存在氧化问题;水银焊接更是危害健康'1。上述焊接法均属热融焊,形成的焊点都为球状,焊球直径通常为偶丝直径的3倍以上,这与测头体积尽量小的要求不符。针对上述不足,有人提出了热镀锡膜焊法',焊点处用焊锡镀膜焊接,该焊接法简单易行,且测头呈针形,大大减小了测头体积。
热电偶焊点的焊接质量对测量结果有着直接的影响,一般要求焊点牢固、光滑,没有砂眼和裂纹。此外,焊点不能掺入其他杂质,否则就会产生寄生电势。现使用热镀锡膜焊法自制铜康铜热电偶,就需要研究该热电偶的测温性能,分析热镀锡膜焊法对铜康铜热电偶的影响。于是,使用相同材料,采用盐水焊法再焊制一热电偶,对2种热电偶的标定结果的对比分析,若2种热电偶的温度一热电,动势关系一致性很高,就可认定:热镀锡膜焊法对铜康铜热电偶影响很小。
2制作热电偶
采用外径φ0.2mm的漆包铜丝和外径φ0.25mm的聚酯漆包康铜丝作为制作材料,截取等长、约2~3m的铜丝和康铜丝来制作热电偶,再选择合适的软质塑料管,将铜丝和康铜丝一起套入软质塑料保护管中。将2段偶丝的两端用细磨砂纸打磨干净,清除塑膜.漆膜和氧化层,作为偶丝待焊端,长度约为10mm。而后把铜和康铜的一端并在一起,将其拧成麻花状,扭紧。
热镀锡膜法:使用电烙铁融化松香,将热电偶的绞合头浸入热熔的松香液中洗去偶丝中的杂质.污渍等;在松香液中,给热电偶的绞合头镀锡,使得焊锡在绞合头表面充分扩展,并将绞合头镀成针形。待焊接点冷却后,将绞合头剪齐,保留1~2匝。
盐水焊接法:在烧杯中盛放饱和的氯化钠(食盐)溶液,电源一端连接铂丝,插入盐水中作为一端电极,热电偶的绞合头作为电源的另一电极。开通电源,将绞合头轻轻放进盐水中,在盐水的浅处便会看到一个橘黄色的电弧,立即拉出焊接头,关掉电源,便可得到一个光滑牢固的球形焊点。为避免盐水溅出,烧杯可以加盖保护。
使用放大镜观察2种热电偶的焊头是否表面光滑、无沾污变质、夹渣和裂纹等,使用万用表测偶丝电阻,检验偶丝焊接是否良好。参考端按照热镀锡膜法,将铜丝或康铜丝与铜导线焊接在一一起。
3热电偶标定
3.1标定方法
热电偶的偶丝制作材料为非标准材料,因此,需要对2种热电偶进行标定。目前,热电偶的标定方法有多种,通常采用比较法和固定温度点法。
已知热电动势与温度差的关系:

式中:T1为测量端温度,T0为参考端温度。
固定温度法:在热电偶的测温范围内,固定参考端温度T0,测量温度T1得到对应的热电动势,改变T1的温度值,得到一组温度值及对应热电动势,其中T0、T1均为满足要求的温度计的测量值,然后根据式(1),使用多项式拟合确定系数a、b。
比较法:使用被标热电偶及标准热电偶,测量同一温度,改变被测温度,得到一组被标热电偶与标准热电偶的电动势值,通过对标准热电偶的热电动势查表,获得对应的温度差,与对应的被校热电偶的热电动势对应,即可获得被标热电偶的温度差一热电动势曲线,或用多项式拟合确定系数a.b。
本实验根据固定温度法,对热镀锡膜焊热电偶和盐水焊热电偶进行标定。
3.2标定系统
热电偶标定系统示意如图1所示,系统由恒温油槽、冷水槽、数字电压表及热电偶测温回路组成。其中:恒温油槽为Fluke-Hart7102微型恒温油槽,它具有温度稳定性好、温度场均匀、控温精度高等特点,可以提供温度范围-5℃~125℃、温度误差≤0.25℃的恒温环境,温度稳定性为0.015℃~0.03℃,温度均匀度为0.02℃;数字电压表为Keithley192六位半台式数字万用表,该万用表的直流电压量程范围是0.1μV~1200V,可以直接测量热电偶的热电势。
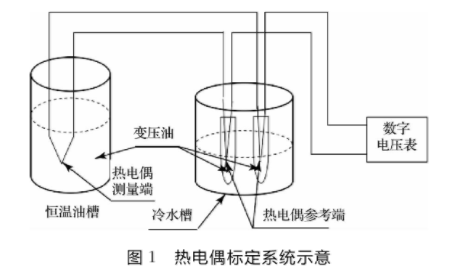
为防止热电偶测量端裸测头及引线接点处热电势信号泄漏,需考虑防水处理。现使用具有绝缘作用的变压器油作为恒温油槽的测温液体,并将参考端插入密封有变压器油的小玻璃瓶内["],再将玻璃瓶放入冷水槽静置一段时间,使得玻璃瓶内外温度相等。
固定温度法中参考端温度通常选择冰水混合物作为参考(即0℃),但是在实验室中一般测得的冰水混合物温度在4℃左右;而且冰水混合物作参考端温度,需要准备恒温冷水槽等设备,这受到工作条件的限制。因此现在使用室温下静置了--段时间的清水作为参考,在短时间内可视为恒定温度,简化该系统冷端补偿部分,并通过计算消除冷端温度影响及系统误差。
3.3标定结果
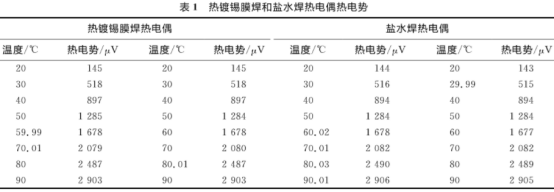
针对2种热电偶,在20℃~90℃选取了8个标定点,即:20℃,30℃,..90℃,每隔10℃选定一个标定温度点。在升降过程中测得16个数据,测得热镀锡膜和盐水焊热电偶的热电势如表1所示。
根据热电偶测温原理及现有的标定数据,对标定数据进行最小二乘法拟合,并有效的消除冷端温度影响及系统.误差。现根据热电偶的热电动势与温度差的关系,设计了2种拟合公式对标定数据进行拟合。
方式1:T0为参考端温度,T1=20℃,T;为标定点温,度,根据式(1)有:

以此作为拟合公式,分别进行线性拟合.2阶拟合.3阶拟合,确定常数a、b,再根据拟合结果选择合适的拟合阶数。根据热电偶的热电性能,式(2)中的热电动势E(T2,T1)可按照式(3)通过计算获得。

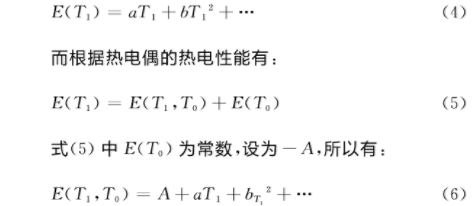
方式2:T0为参考端温度,T1为标定点温度,根据式(1)有:
按照式(6),分别进行线性拟合.2阶拟合.3阶拟合,确定常数a、b,再根据拟合结果选择合适的拟合阶数。实验选择2种方法分别进行拟合,在对拟合后的结果进行拟合误差比较,选择拟合误差小拟合公式作为该热电偶的拟合曲线。
热镀锡膜焊热电偶拟合结果如表2所示。由表中拟合误差可以看出,线性拟合误差较大,而2阶拟合后,拟合误差大幅度减小,3阶拟合拟合误差与2阶拟合拟合误差相差甚小。
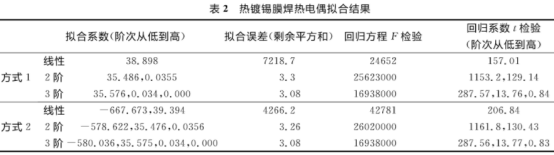
使用F检验对回归方程进行显著性检验,取a=0.005,查表:F0.006(1,14)=11.06,F0.005(2,13)=8.19,F0.005(3,12)=7.23。所以,热镀锡膜焊热电偶的温度与热电势的线性.2阶及3阶回归方程均高度显著。
回归系数的显著性检验通过t检验来完成,取a=0.005,表得:t0.005(14)=2.9768,t0.006(13)=3.0123,T0.005(12)=3.0545.通过t检验比对可以看出,3阶回归方程的3次项系数并不显著。因此,对标定结果选用2阶拟合。对比2种方法的2阶回归的拟合误差,两者相差不大,但方式2的拟合误差较小,因此,对该热电偶的温度与热电势关系的曲线拟合,选用方式2中2阶拟合。回归方程为:

式中:T0为计算所得参考温度16.05℃,T为实际摄氏温度。
所以,该热电偶的热电势与温度差关系公式为:

式中:T为实际摄氏温度,参考端温度为0℃.。
盐水焊热电偶拟合结果如表3所示。同样通过拟合误差、回归方程F检验.回归系数t检验,得出:该盐水焊热电偶的最优拟合方式是方式2中2阶拟合。
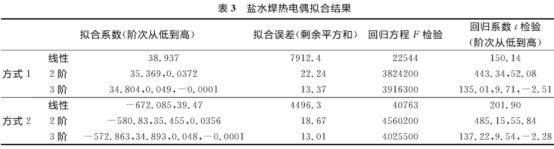
该热电偶的热电势与温度差关系公式为:

式中:T为实际摄氏温度,参考端温度为0℃。
4结论
通过比较2种热电偶的回归方程及热电偶的热电势与温度差关系公式可以看出,采用热镀锡膜焊法和盐水焊法焊接的热电偶,在20℃~90℃温度范围内,热电特性吻.合得很好,一致性很高。因此,可以认定:热镀锡膜焊法对铜一康铜热电偶影响很小。
锡膜焊接法热电偶制作装置结构简单、成本低廉、操作方便,容易掌握,并且标定结果一致性及拟合度良好。对于体积小.灵敏度较高、稳定性好,而且成本低廉的微热电偶而言,锡膜焊接法是制作铜康铜热电偶的优先选择。

