柔性热电偶线在航空热加工中的应用
发布时间:2022-05-23
浏览次数:
摘要:文章研究了
柔性热电偶线在国内航空制造业热加工过程中的应用,结合航空标准的相关描述,通过对产品的特点和使用中的问题进行分析,给出解决方案。
1概述
航空用零件和原材料的热加工是一项特殊工艺过程,因其某些加工质量不易或不能通过其后的检验或试验而得到充分验证,而热加工的温度,是影响热加工质量的重要因素之一。为了确保航空用零件和原材料能够按照相关规范进行热加工,以达到预期的产品性能,就要对热加工设备实施高温测量(Pyrometry)。
实施高温测量即选择合格的温度传感器和仪表对热加工设备进行温度控制和记录,并且根据规范,对热加工设备进行系统精度测试和温度均匀性测试。高温测量实施过程中,应使用经过校准并符合规范要求的温度传感器。
在航空材料热加工过程中,柔性热电偶线因其具有轻便、热响应速度快、以及经济性,得到较广泛的应用。柔性热电偶线也叫测温线、感温.线、
易耗型热电偶等。在AMS2750FPyrometry规范中,根据测温元件是否暴露在热处理设备环境中,将热电偶划分成了非易耗型热电偶和易耗型热电偶。使用塑料材质或耐高温纤维编织等作为热电偶的绝缘和护套的柔性热电偶线,一般以卷轴形式进行包装,在使用时,根据具体需要进行裁剪,制做测量端进行温度测量使用。
2柔性热电偶线的常用形式
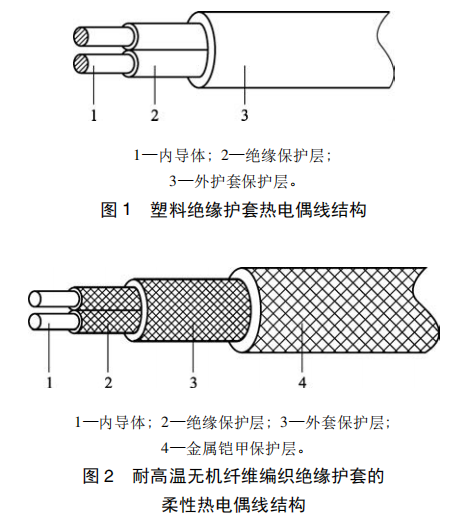
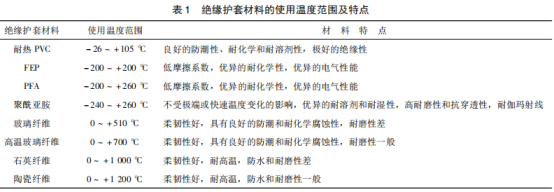
柔性热电偶线根据使用需要,一般由内部热.电极导体、绝缘、护套等几部分组成,塑料绝缘护套的柔性热电偶线常见结构如图1所示,耐高温无机纤维编织绝缘护套的柔性热电偶线常见结构如图2所示。
根据具体的应用需要,通过对热电偶分度、绝缘护套、热电极导体进行选择,就能够确定满足需要的柔性热电偶线产品。因为热电偶要与控制或监视仪表连接配合使用,热电偶的分度一般是已经确定的,所以只要对绝缘护套和热电极导.体进行选择即可。在新的系统中对热电偶分度选.择,也有一般的标准,比如:(1)T型非常适合低温;(2)N型和
K型热电偶在高温下具有良好的抗氧化性能,N型与K型相比,在高温下受精度漂移的影响较小;(3)J型在其工作的最高温度范围内成本低,但因其正极为铁,不适宜在低温潮湿环境下使用等等,本文再次不再赘述。
2.1柔性热电偶绝缘护套
柔性热电偶线一般使用塑料材质和耐高温纤维编织作为绝缘和护套包裹住热电极导体,其中包括以PFA、FEP为代表的氟塑料挤出热电偶、聚酰亚胺绕包热电偶,一般用于300℃以下的低温应用当中,并且具有良好的防水和耐腐蚀性;还有使用玻璃纤维、高温玻璃纤维、石英纤维、陶瓷纤维等耐高温无机纤维材料编织的热电偶,因具有较高的耐高温性能,实际应用中一般用于高温应用中。各种常见绝缘护套材料的使用温度范围和特点如表1所示。
由表1可以看出,氟塑料(FEP和PFA)可以长期在200℃和260℃条件下使用,可以满足绝大多数航空用复合材料热加工需要;金属热处理则需要用到耐高温无机纤维材料编织绝缘护套。塑料材质可以通过增加色母使绝缘着色,按照色标体系区分热电偶分度和正负极;耐高温无机纤维材料则需要加入染色的纱线进行编织,达到着色目的。有一点需要注意的是,一般的无机纤维着色,在超过200℃时会因高温而消失。为了获得更好的耐磨性,可以在无机纤维编织外层增加不锈钢或镍基高温合金丝编织。
2.2柔性热电偶热电极导体
热电极导体作为热电偶传感器的测温元件,通常有实心导体和多股细导体绞合导体两种形式。实心导体更容易焊接,并具有更高的性价比,是使用较多的形式;多股细导体绞合可以带来更好的柔性,更加灵活。通常导体的直径用美国线规AWG来表示,对于同一种热电极,线径越大,耐受高温能力越强;线径越小,热响应速度越快,同时也越灵活。
3柔性热电偶线的应用问题
3.1柔性热电偶线的校准
柔性热电偶线是将热电极导体拉拔到所需的直径,使用挤出工艺在热电极导体外添加塑料绝缘护套,或使用耐高温无机纤维材料在热电极导体外侧编织绝缘护套,整个加工过程相对与铠装热电偶加工过程,对热电极材料产生的拉拔形变几乎可忽略,挤塑过程中虽然有加热,但相比之下较低,而编织过程完全在常温下进行。所以,生产过程对热电极的影响非常小,可以很好地维持热电极导体的精度和均一性。
在AMS2750F规范当中,对于
廉金属热电偶,允许在卷轴最大长度不超过5000英尺(1525m)的情况下,在卷轴两端取样进行校准,每个取样的校准精度满足要求,并且两端取样的校准值相差不超过1.1℃,将两端样品的校准值的平均值作为整卷热电偶的校准值。这样的要求是基于材料长度方向.上均匀的前提,所以对总长度和两端校准值的差异有限制。在波音的高温测量规范BAC5621L中,对长度和两端差异做个更加严格的要求,即:允许的卷轴最大长度不超过3000英尺(915m),两端取样的校准值相差不超过0.6℃。这样的要求,是为了保证整卷热电偶具有更好的校准精度均一性,在做温度均匀性测试,或者做负载温度测试时,能够提供校准精度相同的多支成品热电偶组件。同时,这样的校准要求,可以用较少的校准费用,解决校准问题。
3.2柔性热电偶测量端的制做
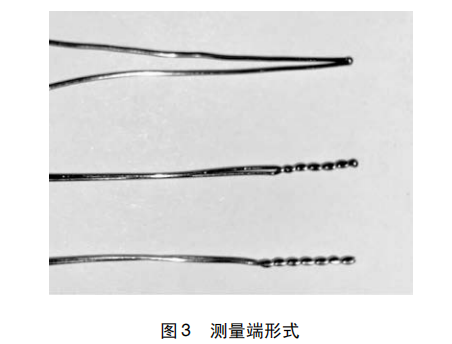
在AMS2750F中,要求了热电偶的测量端应将热电极的正负极,在不增加填充金属的情况下,纽绞和/或焊接在一起,形成测量端。将正负极仅仅纽绞在一起,作为测量端使用进行测温,这样的做法比较简单,但是纽绞的接触面在高温环境中,会因为氧化、松动、热膨胀变形等因素,造成接触电阻变化,使得到测试结果存在较大的不确定性。图3中,测量端形式由上到下分别为:平行焊接、纽绞焊接、纽绞。
焊接一般使用热电偶专用焊接机进行焊接,可以在空气中或者在氩气等保护气体环境下进行焊接。有些使用者在焊接时,为了便于焊接,并且使焊接牢固,会选择在焊接前先将热电极纽绞几圈再焊接的方式。使用规范中,并没有禁止这样的做法,但从笔者的角度来看,正负极导体平行进行焊接更为可靠。一方面,纽绞后,改变了测量端的位置,纽绞的圈数会影响实际的测量端位置;前面所述的因接触电阻对测量结果带来的影响,也同样存在。除此之外,纽绞之后的焊接,如果出现焊点断裂,正负极导体不会因断裂而立即断开,此时会出现一个不易被发现的不可靠的测量。使用平行焊接的方式,测量端即为焊点,不会出现偏移和因热电极导体表面氧化带来的接触不良;另外,-一旦焊点出现断裂,会被及时发现出现了测量问题,并采取相应措施,而不是继续使用一个可能有误的读数。
当然纽绞焊接也有其优点,如果选择纽绞方式焊接,就要在这些方面多加注意。
3.3柔性热电偶线使用过程中的其他问题
柔性热电偶线制做成热电偶组件后,用于负载温度测量时,需要布置在被测零件表面或内部。在布置时,应确保热电偶测量端与被测零件可靠接触,以获得准确的温度。
在一些测量应用当中,要将热电偶测量端压在两件零件之间,此时应注意必要的防护,防止外界压力对测量端产生破坏。
有些情况使用氟塑料绝缘护套的柔性热电偶线对一-些气体或液体温度进行测量,为防止被测介质对热电极导体的腐蚀,可以使用专用工具,对热电偶护套进行热压重新成型,使测量端被密封在护套套管当中,隔断热电极导体与外界的直接接触。.
4结束语
柔性热电偶线在国内已有应用,但还没有专门的规范和标准指导该类产品使用,相信随着各个行业对该产品的认识不断加深,能够使用适当方法加以应用,使柔性热电偶线产品得以广泛使用,在保证使用性能的前提下,降低成本,提高精度。

