湿热箱用铠装热电偶制作工艺规范
发布时间:2020-02-13
浏览次数:
[摘要]针对工业企业环境中湿热箱对
铠装热电偶的需求,根据热电偶的结构特征和材料选取,系统地对其制作工艺规范展开探讨,并提出在加工制作过程中的注意事项,为更好地生产制造可靠的铠装热电偶及湿热箱提供指导。
1前言
湿热箱主要用于温度应力检测、温度筛选、可靠性测试等,常应用在航空航天、国防军工、电工电子、仪器仪表及石油化工等领域。WI02-01-13型湿热箱采用新型制冷模式,单级压缩机即可实现-80~150℃任意温度调节。
铠装热电偶是一种温度传感器,具有精度高、响应速度快、热性能好、体积小、不怕弯曲、结构坚实、机械性能高、抗震、耐高压冲击、耐介质化学腐蚀性能好等特点[1]。1955年荷兰研制出第一支铠装热电偶,此后,世界各国在实体型温度传感器的研发方面取得了发展。目前,铠装热电偶被广泛地应用在科研、生产及开发等领域[2]。
WI02-01-13型湿热箱所使用的铠装热电偶主要是由热电偶丝、铠装套管、内绝缘保护层以及热收缩封装套管组成,其主要结构如图1,2所示。
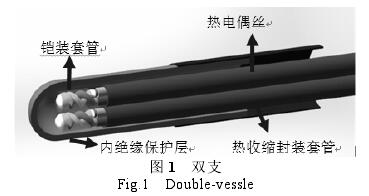
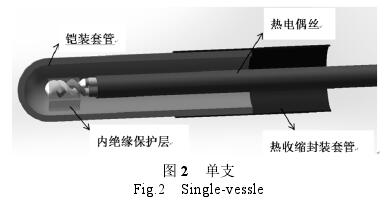
图2
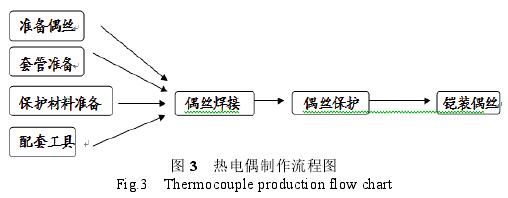
2铠装热电偶制作流程
铠装热电偶的制作一般包括原材料的准备,偶丝焊接、偶丝保护和铠装偶丝等[3]。其制作流程如图3所示。
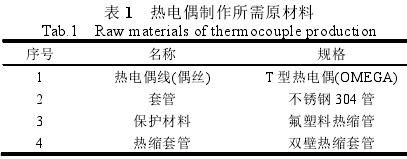
2.1热电偶原材料的准备
热电偶制作所需原材料如表1所示。
2.2热电偶制作步骤与方法
2.2.1偶丝焊接前的处理
使用刀片(剪刀)等工具剥开外层玻璃纤维,偶丝裸露部分长度约为1cm,将偶丝的待焊端氧化层清除干净,把两根偶丝并在一起,用平嘴钳将其夹平整,预留焊接夹钳位置,以并排的形式准备焊接。
2.2.2偶丝的焊接
将两根材质不同的偶丝并排焊接在一起,使其在测量端形成一个焊牢固、表面光滑,无气孔、无夹渣的焊点直径约为电极直径两倍的圆形小球。采用热电偶点焊机对其焊接,焊接严格按照《热电偶点焊机操作规程和流程》进行操作。操作过程中应注意以下几点[4]:
(1)使用专用热电偶夹钳,并且佩戴防护眼镜操作。
(2)焊接过程中保证氩气通畅,并且提前确通氩气,氩气调整至最大处,焊接前旋转热能调节按钮至38~41之间[5]。

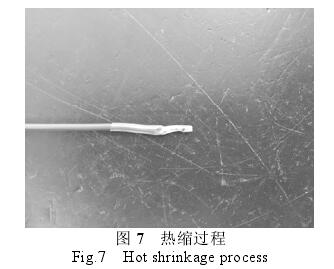
2.2.3焊接端(测量端)的保护
使用氟塑料热缩管φ2.4,将热缩管(约2cm长)封套热电偶接触点(测量端),然后使用热吹风或者放入高温箱内热缩,如图7所示。
2.2.4偶丝装入金属套管
将保护好的偶丝单支或者双支装入金属套管内,深入到套管底部(需事先做好标记长度),过程中可撒入少量滑石粉增加偶丝润滑性[6],若是双支装入金属管内需避免交叉层叠伸入,如图8所示。
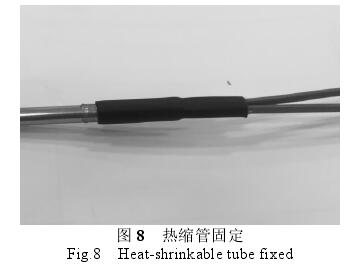
等确认偶丝完全伸进后,用长度为3cm左右的热缩管将金属套管与偶丝固定,套入金属部分的长度为2cm左右,热缩过程中注意温度的控制,热缩时间不宜过长,见其有明显的热缩效果时可停止[7],批量制作时放入高温箱热缩时应该注意:
(1)放入前确保除偶丝、金属管、热缩管外没有其他物质带入箱内。
(2)待高温箱温度达到80℃后将待热缩的热电偶小心放进箱内,再把箱内温度设为120℃,加热恒定五分钟后恢复箱内至常温后取出,轻微扯动金属管与偶丝,确认不能抽出。
2.2.5绝缘电阻检测
制作完成的热电偶需要进行绝缘电阻的测量,使用兆欧表,测量电压为500V,测量“L”端接热电偶丝,“E”端夹住金属外壳[8],测量结果应大于1000MΩ,测量过程中应该保证金属外壳清洁干燥,并且正确使用兆欧表。
3铠装热电偶注意事项
(1)根据自编热电偶型号,选择材料(套管直径、热缩管、长度选择等)
(2)为避免偶丝吸入潮气而使绝缘电阻降低,所以铠装热电偶套管切口应及时密封。

