

摘要:热电温度计是由热电偶、补偿导线及测量仪表构成的,热电温度计是由热电偶、补偿导线及测量仪表构成,准确迅速的测量切削区的温度使用热电偶法直接测量是简单而有效的手段。在实际应用中,应根据不同的加工情况,选择不同的形式的热电偶类型以及布置方式。
1、引言
切削温度与刀具磨损、工件加工表面质量及加工精度密切相关,而使用红外辐射、超热辐射等非接触式的测温方法只可以实现局部切削温度的间接测量。因此,在实际加工过程中,为了直接、迅速且可靠的得到加工区的实际温度,一般仍采用接触式测温方法直接测量切削温度。接触测量法包括刀--工自然热电偶法、人工热电偶法、半人工热电偶法等。
2、热电偶的测温原理
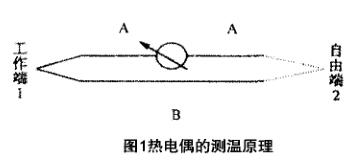
热电温度计是由热电偶、补偿导线及测量仪表构成的。其中热电偶是敏感元件,它由两种不同的导体A和B连接在一起,构成一个闭合回路当两个连接点1与2的温度不同时,由于热电效应,回路中就会产生零点几到几十毫伏的热电动势,记为EAB。接点1在测量时被置于测场所,故称为测量端或工作端。接点2则要求恒定在某-温度下,称为参考端或自由端,如图1所示。
实验证明,当电极材料选定后,热电偶的热电动势仅与两个接点的温度有关,即
dEAB(t1,t2)=SAb× dt
比例系数SAB称为热电动势率,它是热电偶重要的特征量。当两接点的温度分别为t1,t2时,回路总的热电动势为

3、热电偶测量切削温度的方法
3.1自然热电偶法
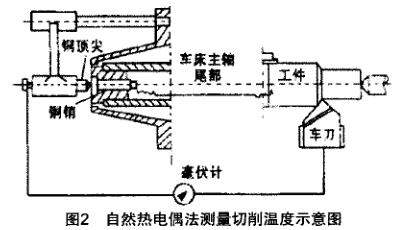
自然热电偶法[1,2,3]主要用于测定切削区域的平均温度。采用自然热电偶法的测温装置如图1所示。它是利用刀具和工件分别作为自然热电偶的两极组成闭合电路测量切削温度。刀具引出端用导线接入毫伏计的一极,工件引出端的导线通过起电刷作用的铜顶尖接人毫伏计的另一极。 测温时,刀具与工件引出端应处于室温下,且刀具和工件应分别与机床绝缘。切削加工时,刀具与工件接触区产生的高温(热端)与刀具、工件各自引出端的室温(冷端)形成温差电势,该电势值可用接人的毫伏计测出,切削温度越高,该电势值越大。切削温度与热电势毫伏值之间的对应关系可通过切削温度标定得到。根据切削实验中测出的热电势毫伏值,可在标定曲线上查出对应的温度值。
采用自然热电偶法测量切削温度简便可靠,可方便地研究切削条件(如切削速度、进给量等)对切削温度的影响。值得注意的是.用自然热电偶法只能测出切削区的平均温度,无法测得切削区指定点的温度;同时,当刀具材料或(和)工件材料变换后,切削温度一毫伏值曲线也必须重新标定。
3.2人工热电偶法
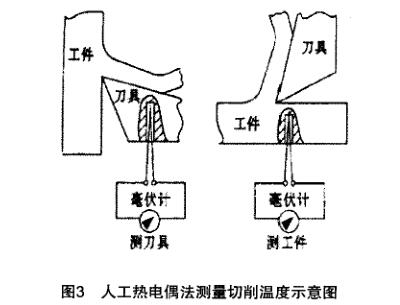
人工热电偶法(也称热电偶插入法)[1,2]可用于测量刀具、切屑和工件上指定点的温度,并可测得温度分布场和最高温度的位置。人工热电偶法测温装置如图2所示。在刀具或工件被测点处钻一个小孔(孔径越小越好,通常<0.5mm),孔中插人 一对标准热电偶并使其与孔壁之间保持绝缘。切削时,热电偶接点感受出被测点温度,并通过串接在回路中的毫伏计测出电势值然后参照热电偶标定曲线得出被测点的温度。
人工热电偶法的优点是:对于特定的人工热电偶材料只需标定一次;热电偶材料可灵活选择,以改善热电偶的热电敏感性和动态晌应速度,提高热电偶传感质量。但由于将人工热电偶埋入超硬刀具材料(如陶瓷、PCBN. PCD等)内比较困难,因此限制了该方法的推广应用。
3.3半人工热电偶法
将自然热电偶法和人工热电偶法结合起来即组成了半人工热电偶法[3]。半人工热电偶是将一根热电敏感材料金属丝(如康铜)焊在待测温点.上作为一极、以工件材料或刀具材料作为另-极而构成的热电偶。采用该方法测量切削温度的工作原理与自然热电偶法和人工热电偶法相同(见图3)。由于半人工热电偶法测温时采用单根导线连接,不必考虑绝缘问题,因此得到了较广泛的应用。
3.4等效热电偶法
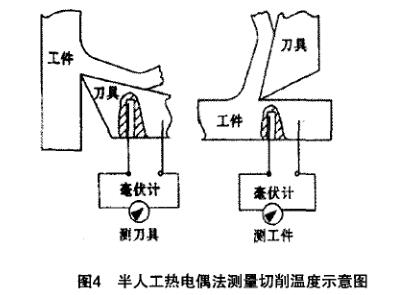
采用自然热电偶法测量切削温度时,由于温升的影响,导线引出点的温度已不是标定时的室温,因此需要进行冷端温度补偿。但冷端温度补偿在原理和具体实现方法上均存在-定问题,如测量PCBN刀具的切削温度时,由于作为热电偶-端的PCBN复合片尺寸小、导热系数大,导线引出点的温升较大,影响测量精度,需要子予以消除,但采用接长刀片消除法在PCBN刀具上不易实现,若采用附加电势消除法则因刀片引出点有温升,所测电动势也难以反映真正的切削温度。此时,可采用等效热电偶法[6,7]测量PCBN焊接车刀外圆车削的切削温度,其工作原理如图4所示。刀片与工件组成自然.热电偶的两极热端为刀一屑接触部分A(其平均温度即为需要测量的切削温度θ );冷端分别为工件与刀具的引出端。工件引出点C处的温度为室温θ 0,刀具引出点B由于距离刀尖较近而有温升,由于B点温度是测量计算切削温度所必须的,因此需同时测量B点温度θ'。测量时,采用一-标准热电偶(NiCr-NiSi)测量B点温度θ' (其中NiCr端也是主测量回路C-A-B的引出端)。测量得到两个热电动势:E1为工件一刀具一导线(NiCr)所构 成的主测量回路产生的热电动势;E2为标准热电偶(NiCr-NiSi)产生的热电动势。通过标定装置获得各材料间的热电特性曲线,求出其斜率,再由测得的E1、E2计算出切削温度θ为
综上所述,为了正确迅速的测量切削区的温度,使用热电偶法直接测量是简单而有效的手段。在实际应用中,应根据不同的加工情况,选择不同的形式的热电偶类型以及布置方式,这样,既能保证测温结果的正确性和实时性,又能降低测温仪器的成本。
Copyright © 2019 淮安忠和测控仪表有限公司 版权所有 备案号:苏ICP备12014865号-2
淮安忠和测控仪表有限公司专业成套供应商。品类齐全,价格优惠,欢迎新老客户来电选购。
地址:江苏省金湖县工业园区环城西路269号
电话:0517-86933868
企业邮箱:jszhckyb@163.com