薄膜热电偶测温刀具研究
发布时间:2023-07-11
浏览次数:
摘要:金属切削过程中产生的切削热会影响刀具磨损、机床精度材料去除机理、积屑瘤和工件的加工质量。在总结常用测温方法优缺点的基础上,重点综述了以
薄膜热电偶为传感器的测温刀具。薄膜热电偶测温刀具不仅能够完成材料的切削加工,而且还可以原位监测刀一屑接触区的温度,为有限元法构建切削温度场提供数据支持,构建的切削温度场有利于刀具磨损过程和材料去除机理的研究。
引言
伴随着“中国制造2025”、美国“制造业回归和工业互联网”与德国“工业4.0"等计划的提出,主要制造业大国重新重视传统制造业,制造业将面临重大机遇和挑战”。智能制造成为新一轮工业革命的关键技术,高速切削加工是制造技术重要方向之_[2],高速切削技术提高了加工效率,降低了生产成本并且获得了较高的表面质量,目前已经普遍应用于核工业、汽车模具、石油化工、航空航天、公共工程和船舶等行业。
随着高温合金、钛合金、钛铝合金和高强度钢等难加工材料的应用,高速切削技术受到了一定限制。在航空制造业中,钛合金及钛铝合金材料的广泛使用令航空飞机的推重比得到显著提升[3],但是,材料的高强度、高硬度等特性使切削加工面临刀具磨损严重、加工质量差、效率低和成本高等问题,制约着航空制造业的发展。切削难加工材料时产生的切削热不仅影响加工零件的表面完整性,还会对
切削刀具的服役寿命带来不利影响切削热产生的温度梯度场是研究切削理论、刀具加性能和材料可加工性能的关键参数,监测切削温度的新原理和新设备也已成为切削加工技术发展的新方向之一。
目前,切削温度测量方法已实现对切削过程中温度的测量,常用测温试验方法有人工热电偶法、自然热电偶法]、半人工热电偶法、红外辐射法、CCD相机法、双色温度计法、热敏涂料法及金相组织观察法等。
自然热电偶法只能测量出刀一工的平均温度,而且温度与热电势线性关系较差;机床卡盘处需要添加绝缘材料,会影响机床的动平衡;积屑瘤的产生会带来测量误差;存在静态标定热电偶测量动态切削过程的合理性问题。人工热电偶法需在狭小的刀具作业面上打孔或切槽,会削弱刀具强度;热电偶受尺寸限制,无法安装在温度梯度较大的刀一屑接触区中,且在接触区内布置会干扰正常的热传导过程”;刀具材料较硬,不易加工出孔洞或者凹槽;布置位置距刀尖较远,会影响热电偶的分辨率和响应速度[8]。嵌人式薄膜热电偶和标准热电偶测温原理相同,但薄膜热电偶热接点和热容量小,可以实现快速响应,对刀具切削强度影响小。红外辐射法利用切削材料时向外辐射的能量与温度的函数关系,实现间接测量切削温度1,非接触式测量不会干扰正常切削过程且响应速度较高,可以通过建立传感器阵列和采集多个点位数据来构建切削温度场。研究表明,有冷却液条件下的温度测量存在较大误差,并且受切屑阻挡,无法获得刀一屑接触区的温度数据”]。热物理效应法[15]是利用材料的熔点、颜色、金相组织以及形状等物理变化和温度变化的对应关系,但该方法只能测量特定温度范围,在实际使用过程中存在不确定因素,故该方法使用渐少。
上述测量方法都有一定的局限性。在分析材料去除机理、表面完整性和刀具寿命时,需要正确和快速的测量工具实时监测切削过程中的温度。而有限元法很少用于在线测量,并且无法正确掌握温度场模型的边界条件,如刀一屑接触区的热通量分配比.例或冷却液的对流换热系数等。在监测切削温度.中,对温度传感器的要求也极为苛刻:要尽可能接近,切削区域且不能削弱刀刃强度和降低加工系统的刚度;可以抵抗摩擦、电磁、高温和油污的干扰;不能受制于加工条件且必须有一定测量范围;应具备少维护、低成本、易推广等特点”。
目前尚无完美的能用于切削环境的刀具或温度传感器。综合比较来看,薄膜热电偶微米级的尺寸可适应刀具狭小的作业空间,而且测温精度高、热容量小及响应时间短,可以批量阵列化,对刀具结构强度影响较小[17]。由于其结构较小,能更好地接近刀一屑接触区,可以直接对温度梯度较大的接触区进行准确可靠的数据测量。随着薄膜热电偶传感器技术和分析建模技术的发展,利用传感器和刀具有机结合的感知型测温刀具和上位机中分析软件联合构建温度场,可以实现对切削过程中切削温度的实时监测,更好地监控切削过程中的热一力耦合的切削实况,综合分析了薄膜热电偶传感器与刀具有机结合的感知型测温刀具的发展现状。
2薄膜热电偶的发展
热电偶是德国P.Hackemann在第二次世界大战期间为监测射出子弹后的枪膛膛壁的温度变化而研制的监控工具[19]。如图1所示,薄膜热电偶基于普通热电偶的原理,将两个热电极通过薄膜连接起来,或将两个热电极以薄膜的形式沉积在被测物体表面并连接在一起,从而实现测温[20]。当热端受温度激励时,冷热两端会产生温差,基于材料的特性,薄膜热电偶会产生可以测量的毫伏级电压。
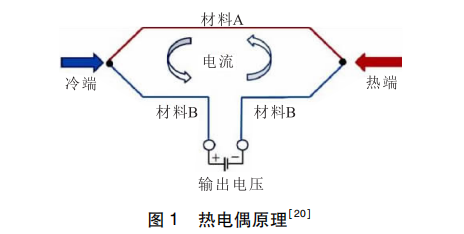
相较于普通热电偶,薄膜热电偶热接点较小,沉积在刀具上不会影响刀具切削刃强度和服役寿命,而且响应时间常数小,能够实时快速反映刀一屑接触区温度场的变化,更好地监测切削状态[21]。根据使用要求可以分为四大类122:嵌人式薄膜热电偶、微型薄膜热电偶、针状薄膜热电偶和片状薄膜热电偶。制备薄膜热电偶测温刀具必须考虑热电偶的保护方式、沉积工艺以及标定三个问题。
3薄膜热电偶的保护方式
3.1特殊刀具结构保护
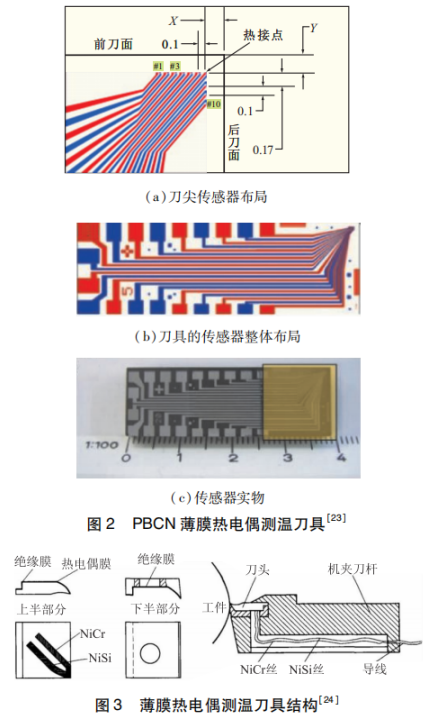
WerschmoellerD.等[231提出了一-种测量PBCN刀具切削刃附近瞬态温度场的方法,设计并制作了如图2所示的C型薄膜热电偶微型布局,并通过扩散融合方式沉积在PBCN刀具上。两个分片式刀具结构粘合在--起,将传感器保护其中,避免被切屑和外部环境干扰,表征了传感器的静态和动态性能,其灵敏度为8.87μV/℃,具备良好的线性关系,测温刀具响应时间为150ns。
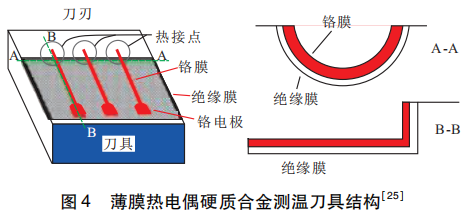
用线切割工艺把高速钢刀头(W18Cr4V)分成如图3所示的上下两部分,在抛光表面溅射绝缘膜(SiO2膜),并在刀片,上半部分采用离子镀热电偶薄膜材料,热接点面积约2.4mm
2,厚度为3.6μum。该刀片结构有效解决了薄膜热电偶材料工况,但由于使用线切割会破坏切削刃强度,因此并不适用于难加工材料的加工。
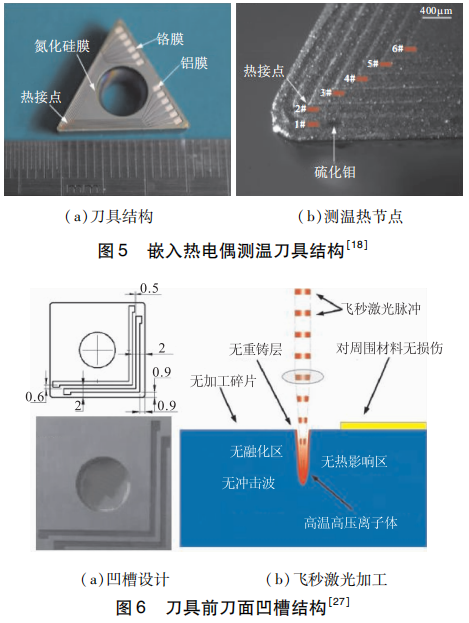
刀具上下部分经压合后可以在一-定程度上避免.因嵌人传感器而破坏刀具的切削强度。该工艺不但巧妙地把传感器布置在距刀尖较近的位置,而且保证了切削过程中薄膜热电偶不被破坏,使得传感器可以长时间地监测切削接触区温度。研究表明,分合式刀片结构在一定程度.上损伤了切削刃强度,在切削难加工材料时服役寿命较短。相较于分合式刀具,在刀具前刀面加工微米级的凹槽成为相对较好的方法,刀具上的凹槽微织构不仅可以降低切削温度,而且槽壁对切屑的阻挡也保护了薄膜热电偶传感器。一种可以集成到硬质合金切削刀具中的微型温度传感器,通过激光在刀具前刀面上刻蚀凹槽,在凹槽内涂覆Al203绝缘膜和铬金属薄膜,微型热电偶传感器由硬质合金切削刀具本身和铬金属薄膜组成(见图4)。在刀具前刀面上可以布置十个微型化传感器,前刀面上的凹槽结构较好地保护了铬膜,提升了传感器耐用度。
如图5所示,LiJ.等通过飞秒激光在刀具前刀面上加工出微型凹槽,并通过电化学抛光改善微型凹槽表面,以便沉积薄膜材料。试验测试获得的刀具传感器塞贝克系数为20μV/℃,验证了嵌入式薄膜热电偶传感器长时间获取切削温度数据的可行性,利用磁控溅射工艺在刀具微织构中沉积薄膜热电偶,可以实现对难加工材料切削过程中切削区温度的测量。
使用飞秒激光在硬质合金刀具的前刀面加工出如图6所示的凹槽结构,用来保护沉积在凹槽中的薄膜热电偶。利用无线传输技术将获取的实时温度数据发送到数据接收端,上位机读取数据和接收端温度数据,并在上位机中存储和显示。
飞秒激光加工的凹槽微织构减少了刀一屑接触长度,降低了切削力和切削温度(28。当表面微织构垂直于切屑流动方向时,凹槽槽壁对薄膜热电偶的保护较平行于切屑流动方向的凹槽更好。凹槽微织构还可以充当二硫化钼等润滑剂的存储器,切削时在接触区形成润滑膜,提高散热能力和降低摩擦系数,进而降低切削温度。低温加工难加工材料时,液氮可以通过凹槽到达刀一屑接触区,极大地降低了切削温度。表面微织构的薄膜热电偶测温刀具不仅可以降低切削力和切削温度,而且可以实现原位测量接触区内的温度数据,因此具有良好应用前景。
3.2涂层保护
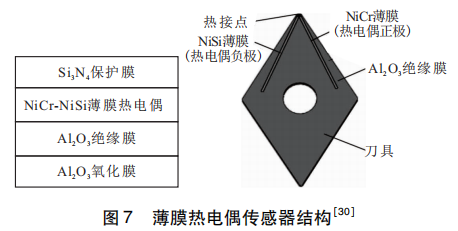
为了测量切削刀具的前刀面温度场,设计了内置薄膜热电偶的切削刀具,使用物理气相沉积把薄膜热电偶材料沉积在刀具的前刀面.上,并制备了三种不同尺寸的薄膜热电偶刀具,刀具的绝缘层材料为氧化铪,保护涂层是厚度为3μm的氮化钛,并且成功测得前刀面的温度,表明嵌人式薄膜热电偶的刀具备切削和测温的双重功能,研究结果还表明,切削温度最高点不在刀尖处。同样,马辰卉等[30]利用磁控溅射技术在YG6刀具前刀面上沉积了Al2O3绝缘膜、NiCr-NiSi薄膜热电偶以及SijN4保护膜,该研究不但证明Si,N4保护膜对薄膜热电偶有良好保护作用,而且结果显示,在距刀尖0.21mm且靠近NiSi薄膜处的热量最高,传感器结构如图7所示。
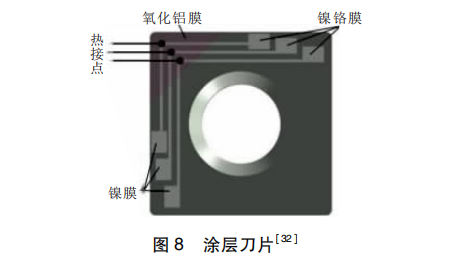
一种基于NiCr-NiSi薄膜热电偶的测温刀具,利用磁控溅射工艺在刀具的前刀面,上沉积SiO,绝缘膜及薄膜热电偶材料,通过自动校准系统标定薄膜热电偶测温刀具的静态和动态技术特性。刘义[31]采用直流脉冲磁控溅射的方法,使薄膜热电偶温度传感器材料沉积在铣削刀片刀尖处,刀具基体先溅射SiO2绝缘膜,再溅射薄膜热电偶材料,最后溅射SiO2保护膜,用以延长热电偶传感器寿命。薄膜热电偶测温刀具结合无线传输技术实现了对铣削过程中切削区域的温度实时原位测量,BiermannD.等[32J通过简化薄膜热电偶测温刀具制备工艺,利用陶瓷的绝缘性,采用氮化硅制作切削刀具,并借助PVD工艺在刀具上沉积热电偶材料,沉积的氧化铝薄膜能确保传感器不被切屑划伤,具有可靠的工作稳定性。通过对比实验发现,嵌入薄膜热电偶得到的温度数据接近热成像测量的温度数据,说明此测温方法具有可行性,涂层刀片如图8所示。
3.3无保护
WeinertK.等[31利用陶瓷的绝缘性,采用氮化硅作为切削刀具材料,并利用PVD工艺在刀尖上沉积薄膜热电偶材料,陶瓷刀具能确保所嵌人的薄膜热电偶传感器具有可靠的绝缘性,但是,薄膜热电偶材料容易被流动切屑划伤,造成测量误差较大。
基于薄膜热电偶测量切削温度的刀具,以PBCN切削刀具的前刀面作为镀制薄膜基体,通过磁控溅射技术沉积了SiO2绝缘膜和NiCr-NiSi电极薄膜,得到热电偶塞贝克系数为15.6μV/℃的测温传感器。使用该刀具进行的切削试验研究表明,该方法制备的薄膜热电偶测温刀具能够有效收集加工过程中的实时切削温度数据。
基于切削机理的研究,张勇[31分析了前刀面温度场的分布规律,并根据分布规律设计了三种热电偶结构布置方案,包括前刀面布置热电偶、后刀面布置热电偶和分片式刀片结构,其中分片式刀片结构.与曾其勇等[56]设计的刀片结构类似。研究采用单因素试验和正交试验对影响薄膜热电偶厚度、电阻.率和表面粗糙度的工作压强、氩气流量和溅射功率参数进行优化,得出在氩气流量为60sccm、工作压强为0.8Pa和溅射功率为130W条件下,薄膜热电偶导电性、电极尺寸性能达到使用要求,灵敏度达到.了18.4μV/℃。
4薄膜热电偶测温刀具制备工艺
4.1薄膜热电偶材料
常见的沉积薄膜热电偶材料有Lao.8Sr0.2CrO3和In2O3,高温时具有较高的热电势。同时,也可选择较高热敏性抗氧化性的Chromel-Alumel材料以及有着高温稳定性的ITON-InON陶瓷薄膜热电偶材料[9]、钨铼薄膜热电偶材料[401、Ni-NiCr薄膜材料和NiCr-NiSi薄膜热电偶材料]其中,在沉积切削刀具中最常用是NiCr-NiSi薄膜热电偶材料,该热电偶材料在切削高温区的服役寿命优于其他型号薄膜热电偶材料。
4.2绝缘膜和保护层材料
在传感器制备过程中,首先要考虑薄膜材料与基体之间的绝缘性。绝缘膜有两个作用:一是增加薄膜材料与基体之间的附着能力,二是阻止薄膜材料受热后电子流失造成的测量误差。所以要求.绝缘膜具备以下特性[35]:①导热性,绝缘膜材料必须具备良好导热性,且不能干扰薄膜热电偶热导率,保证热电偶的测量精度;②热强性,由于切削接触区温度较高,要求绝缘膜在切削过程中保持原状,晶格不发生破坏;③热稳定性,在切削高温.下不能与薄膜热电偶材料发生反应,不能影响热电偶工作稳定性。
在实际应用中,常用的绝缘材料有Al2O3、SiO2、AlN和Si.N,等。Al203的机械强度高,热稳定性好,介电常数小,但与基体的结合力较弱。SiO2在切削高温下电阻会不可逆地减小,热膨胀系数大。AIN在高温下导热性和绝缘性高,热膨胀系数小,机械强度高且耐热冲击(41]1。Si;N4化学性质稳定,热膨胀系数小,抗氧化能力好,耐热冲击。保护层材料与绝缘膜材料要求相似,但对耐磨性提出了更高的要求,以Al2O3、SiO2和Si;N4居多。
4.3镀膜工艺
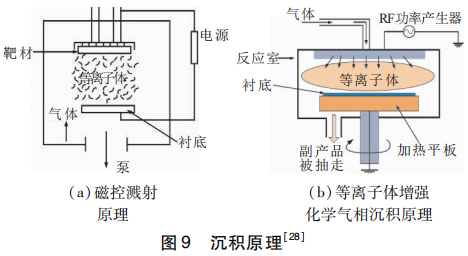
薄膜制备工艺有化学气相沉积法、磁控溅射法、离子束溅射法[44]、电镀以及电解印刷法等。目前常用的方法是磁控溅射镀膜工艺,广泛应用于薄膜热电偶传感器的制备。如图9所示,与传统磁控溅射相比,等离子体增强磁控溅射(PEMS)镀膜工艺的沉积速度快,工作气体的电离率高、衬底温度低和溅射气压低,产生的等离子体能量低,薄膜厚度的可控性和均匀性较好。但是,在采用溅射工艺制备薄膜热电偶传感器过程中,沉积速度的快慢不能促进材料在刀具上的沉积质量,需要对沉积薄膜材料进行退火处理,消除沉积过程中的应力集中,细化晶粒和消除组织缺陷,使薄膜材料比较均匀地分布在刀具上。
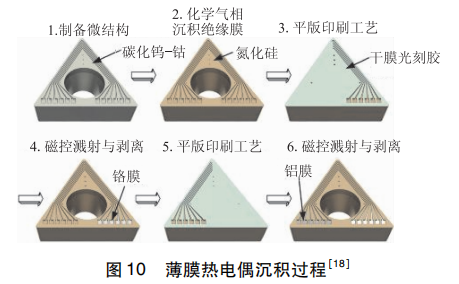
在微织构刀具表面使用飞秒激光加工出六条平行于切削刃的微型凹槽,在前刀面,上溅射氮化硅绝缘膜,利用相应的掩膜覆盖沉积两极材料,剥离掩膜形成镶嵌薄膜热电偶材料的切削刀具,具体过程如图10所示。
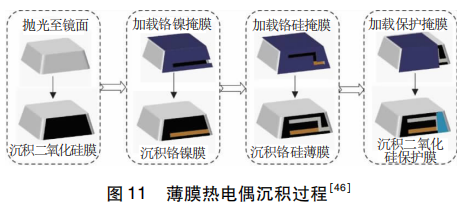
YG8铣刀表面溅射高性能薄膜热电偶测量刀一工接触区的温度。刀具表面先进行抛光直至达到镜面程度,用无水乙醇、丙酮和去离子纯化水进行超声清洗,再用氮气烘干。在真空多功能镀膜机中先溅射SiO2绝缘膜,通过特定形状掩膜控制溅射两极靶材材料,最后沉积SiO2保护膜保护薄膜热电偶不被流动切屑划伤。热电偶沉积流程如图11所示,刀具集测温和切削于一体,可以实时测量刀--工接触区的瞬态温度。
5薄膜热电偶测温刀具的标定.
由于薄膜热电偶的尺寸效应、边界效应、镀膜方法与时间和成分离析都会影响热电动势[41],使得薄膜热电偶与标准热电偶的塞贝克系数有--定差距,为实现切削温度测量的实时性和准确性,需要标定薄膜热电偶测温刀具。薄膜传感器的技术特性有静态特性和动态特性。
5.1静态标定
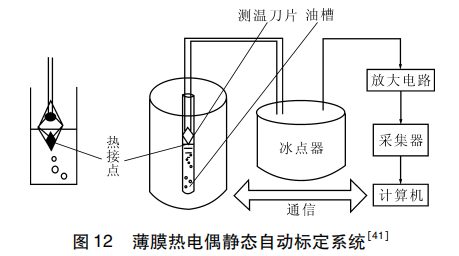
静态指标用来确定温度与热电势的函数关系。传统静态标定时,热接点与补偿导线焊点--起放人温度计量炉中进行温度测量。由于薄膜热电偶电极较小,所以传统静态标定不再适用。张博文4根据测温刀片结构和技术特性设计了热电偶自动标定系统,该系统可有效避免传统静态标定中由于人为因素造成的低效率与测量误差,而且热接点浸入油中,补偿导线与焊点在液面以上,可以避免测温刀片整体处于同-温度场。标定系统原理如图12所示,该标定系统选用恒温冷端作为补偿方法,可使测量结果更加准确。
5.2动态标定
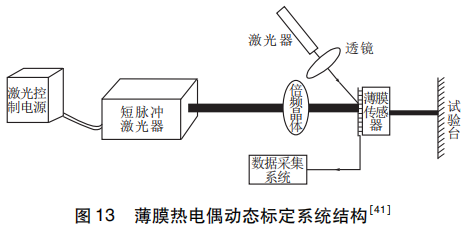
薄膜热电偶测温刀具的动态特性是指测试系统对输人变量随时间的响应特性。由于热电偶具有热惯性,导致测试温度与实际温度存在误差,故需要对薄膜热电偶进行动态标定:[48]。因为薄膜热电偶热容量较小,响应速度快,需选择与传感器相适应的热源,动态标定系统原理如图13所示。.
6结语.
综述了测温方法的研究进展并总结了其在切削场合的应用,重点阐述了以薄膜热电偶为传感器的感知型测温刀具。
(1)薄膜热电偶测温刀具将执行器与传感器合二为一,使刀具在切削过程中可以采集刀屑接触区温度场的数据,对研究难加工材料低温切削机理和刀具磨损机理具有重要意义。
(2)薄膜热电偶采用NiSi-NiCr材料较多,保护膜与绝缘膜材料大多从Al2O3、SiO2、AIN和Si;N4中.选择,且多采用性能优良的Si;N4材料。
(3)切削刀具的狭小作业空间使镀膜工艺多采用磁控溅射技术,成本较高,制备流程较复杂,薄膜.容易出现剥落、分层和尺寸误差,需要优化制备工艺,提高热电偶测量精度和范围。
(4)磁控溅射技术得到的微传感器通过退火处理,可以消除薄膜热电偶材料晶粒细化和内应力,得到具有热稳定性和快速响应速度的薄膜热电偶测温刀具。但是,由于薄膜热电偶尺寸效应、边界效应和成分离析使得材料的塞贝克系数小于标准热电偶。
(5)薄膜热电偶传感器保护方式集中于涂层保护、分合式刀具结构保护和微织构保护。其中,涂层保护虽然不会破坏刀一屑接触区的温度场,但是涂层材料的服役寿命有待提高;分合式刀具结构保护虽然可以较长时间地保护热电偶传感器,但不具有通用性;采用刀具微织构保护薄膜热电偶有较好的服役寿命,可以降低切削力和切削温度,因此微织构薄膜热电偶测温刀具有着广泛的应用前景。

