焊锡对热电偶测温误差影响分析
发布时间:2021-01-05
浏览次数:
摘要:航天器真空热试验中为了消除焊锡可能带来的温差热电势,文章采用Keithley2750数据测量系统,通过比较法对焊锡与铜、焊锡与康铜之间的温差热电势进行了测试分析。
标准热电偶选择铜-康铜热电偶,测试温度范围为-195-+75℃.测试时,
热电偶冷端为冰水混合物,热端为液氮浸泡过的不锈钢圆柱体或热水瓶。为了确保回路中的焊点处于相同的热环境条件,可采用多层隔热组件进行包覆,避免接插件直接接触热沉。
1引言
航天器真空热试验中大量使用热电偶进行温度测量,在测量回路中有多处焊点采用焊锡焊接。根据热电偶中间导体定律,如果焊锡点温度不--致,就会带来附加热电势。本文的目的是研究焊锡_铜和焊锡-康铜在不同温差下的热电势,分析该热电势对铜-康铜热电偶热电势的影响程度。
2热电偶测温原理及测试
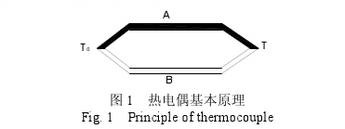
2.1热电偶基本原理
如果用A.B两种不同的金属构成一闭合电路,并使两接点处于不同温度,如图1所示,则电路中将产生温差热电势(U),并且有温差电流流过,这种现象称为温差电效应。
热电偶的中间导体定律证明,在A、B两种金属之间插入任何一种金属C,只要维持它和A、B的联接点在同一个温度,这个闭合电路中的温差热电势总是和只由A、B两种金属组成的温差电偶中的温差热电势-一样。如果第三种金属两端温度不同,则将产生附加热电势,带来热电偶测量误差。
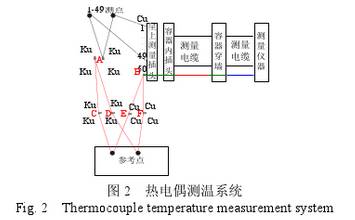
2.2热电偶测温系统原理.
热电偶测温系统原理如图2所示。测试过程中通过测量仪器分别测量通道中1至49针与第50针之间的热电势,参考点的温度通过铂电阻测量,经过计算可以得到测点1至49的温度值。在测量回路中,测量电缆与容器内插头插针之间、测量电缆与容器穿墙插头插针之间、热电偶线与星上插头插针之间由于材料不同,如果存在温差都有可能产生温差热电势。本文主要研究热电偶铜线与焊锡之间、热电偶康铜线与焊锡之间的温差热电势,即在图中A、C、D三点可能形成的康铜-焊锡热电偶及E、F两点可能形成的铜-焊锡热电偶温差热电势叼。
2.3热电偶的定标
热电偶定标的方法主要有两种。
(1)比较法:即用标准热电偶与被校热电偶测同-温度,得到--组数据,由标准热电偶所测热电势对被校热电偶测得热电势进行校准。在被校热电偶的使用范围内改变不同的温度、进行逐点校准,即可得到被校热电偶的校准曲线。
(2)固定点法:利用几种合适的纯物质在一-定气压下(--般是标准大气压),将这些纯物质的沸点和熔点温度作为已知温度,测出热电偶在这些温度下对应的电动势,从而得到热电势以及热电势与温度关系曲线,即校准曲线。
3焊锡附加热电势测量方法
焊锡为锡与其他金属的合金,热电偶回路焊接中经常用到的焊锡是由锡和铅两种金属按一定比例融合而成的。
当锡和铅按比例融合后构成锡铅合金焊料,此时其熔点变低,使用方便,并能与大多数金属结合。焊锡的熔点会随着锡铅比例的不同而变化,锡铅合金的熔点低于任何其他合金的熔点。优质焊锡的锡铅比例是按63%的锡和37%的铅配比的,其熔点为183℃。
本文采用比较法进行铜-焊锡、康铜-焊锡之间热电势的测量。选用的标准热电偶为铜-康铜热电偶,牌号为06-06-15。焊锡材料为锡铅合金,直径为1.05mm,材料的配比为Sn占63%,Pb占37%。
共制作3种热电偶,分别为铜-康铜、焊锡-康铜、焊锡~铜,每种热电偶分别制作2支,共6支。铜-康铜热电偶通过熔焊制作,未引入焊锡材料;焊锡-康铜热电偶、焊锡-铜热电偶直接通过焊锡焊接。6支热电偶信号测量端通过压接方式接入7702接线盒。
定标时把恒温端浸入冰水共存的保温杯中,热端插入变温体中。高温端(0℃以上)变温体为装有热水的瓶子,热水瓶在空气中自然降温,得到0℃以上的温度变化环境。低温端(0℃以下)变温体为采用不锈钢加工的圆柱体,直径为100mm,高度为100mm。在圆柱体表面直径为60mm的圆周上加工6个直径6mm、深30mm的沉孔,将6支热电偶分别放入6个沉孔中,用导热硅脂填充。测试时采用液氮将圆柱体冷透,放在空”(环境下回温,从而得到变温环境。
测温采用Keithley2750数据测量系统凹,系统由2750数字多用表、7702接线盒、E5810网关、计算机组成,使用专用测量软件进行测量。测量系统精度为士3.5μV,分辨率为士0.1μV,采样周期为60s。数采系统通过E5810网关将GPIB接口转成LAN接口接入数据采集计算机。测试原理见图3。
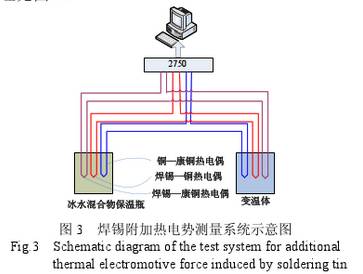
测试过程中,始终保持恒温端处于冰水混合状态,则变温体温度即为热电偶的温差。本文首先进行高温端热电势的测试,温度范围为7~75℃范围;其次进行低温端热电势的测试,温度范围为-195~+10℃。
4结果分析
4.1温差计算
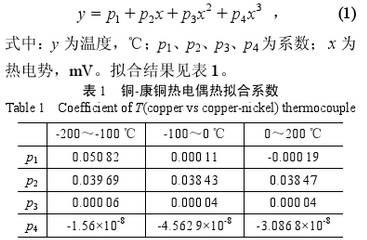
热电偶正负端的温差是通过铜-康铜热电偶测得的。首先,根据牌号为06-06-15铜-康铜热电偶分度表对温差-热电势进行拟合,拟合分3段完成回。拟合公式为
4.2焊锡材料与铜、康铜之间热电势分析
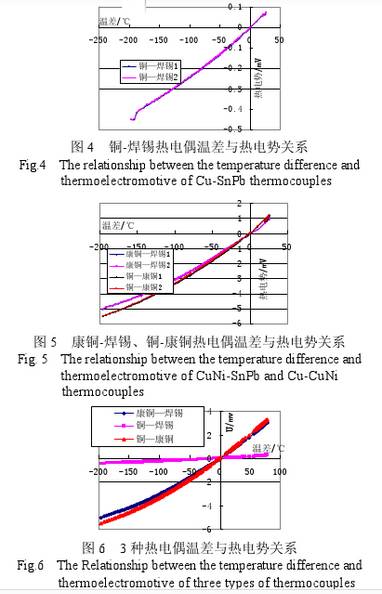
根据公式(1)拟合结果及实际测量的铜-康铜热电势计算得出变温体温度,根据此温度及测得的铜-焊锡、康铜-焊锡热电势即可得到铜-焊锡温差与热电势、康铜~焊锡温差与热电势之间的关系。
图4为2支铜-焊锡热电偶温差与热电势关系图,图5为2支康铜-焊锡、2支铜-康铜共4支热电偶温差与热电势关系图。3种热电偶热电势的算术平均值与3种热电偶热电势与温差之间的关系见图6。从图4、图5可以看出,3种热电偶测试数据具有较高的一-致性。
拟合铜-焊锡、康铜-焊锡温差与热电势之间的关系,得出


内,相同温差下,ƞ在85%~95%之间,平均值为92%;Ƈ在6.2%~7.4%之间,平均值为7.1%。即相同的温差下,康铜-焊锡之间产生的热电势比铜-焊锡之间产生的热电势大得多。
5结论
相同的温差下,焊锡-康铜之间的热电势平均为铜-康铜之间热电势的92%,焊锡.铜之间的热电势平均为铜-康铜之间的温差热电势的7.1%。
在热电偶回路中,应该确保被焊接两种材料直接接触,避免虚接或断开而靠焊锡连接。对于焊点处,应避免其周围热边界差异很大,如将插头直接放置在热沉上等,因为插头内焊点处于不同的温度场中会产生温差,给测量系统带来附加热电势。在试验过程中,需要将焊点等处用多层隔热组件包裹,将其悬挂起来避免直接和热沉接触。
目前正在研究新的热电偶制作工艺,热电偶焊点采用压接技术而不引入焊锡,这样就可以彻底避免焊锡所带来的附加热电势,提高热电偶的测温精度。

