Pt100热电阻传感器和在炉温控制系统中应用
发布时间:2021-01-06
浏览次数:
摘要:给出了采用西门子PLC(S7-200)作为控制器,结合模拟量扩展模块(EM235)、Pt铂金热电阻、数码管和直流电机等组成的、针对工件热处理设计的炉温控制系统的硬件组成和程序设计方法。该方法通过炉温模拟量采集来编制PLC程序,以控制小车在生产轨道上的工作。
0引言
温度控制系统在现代物联网控制技术中具有广泛的应用,同时在工农业生产、国防、科研以及日常生活等领域占有重要的地位。当前比较流行的温度控制系统有基于单片机的温度控制系统、基于PLC的.温度控制系统、基于工控机(IPC)的温度控制系统、集散型温度控制系统(DCS)、现场总线控制系统(FCS)等。本文设计的运料小车炉温控制系统主要采用PLC和
热电阻结合进行系统采集控制。
1热电阻式传感器的应用
热电偶或PT100
热电阻传感器可把温度信号转换成电信号,再将该信号送入变送器的输入网络,该网络包含调零和热电偶补偿等相关电路。经调零后的信号输入到运算放大器进行信号放大,放大的信号一路经V/I转换器处理后以4~20mA直流电流输出;另一路经A/D转换器处理后送到表头显示。变送器的线化电路有两种,均采用反馈方式。其中对热电阻传感器可采用正反馈方式进行校正;对热电偶传感器,则可采用多段折线逼近法进行校正。
1.1Pt100热电阻传感器工作原理
变送器除有传感的功能之外,还有放大整形的功能,输出为标准的控制信号。Pt100变送器可将传感信号转换成统一的标准信号(4~20mADC,0~10VDC)。本设计中,铂电阻输入一个微弱的电压信号通过变松器可转换成一个标准的4~20mA电信号。
1.2铂电阻工作原理
热电阻是利用物质在温度变化时本身电阻随之变化的特性来测量温度的。热电阻的受热部分(温度元件)是用细金属丝均匀地绕在绝缘材料制成的骨架上,当被测介质中有温度梯度存在时,所测量的温度为感温元件所在范围内的平均温度。
1.3SBW系列Pt100温度变送器及其硬件连接
SBW系列Pt100温度变送器的实物图和硬件接.线方法如图1所示。
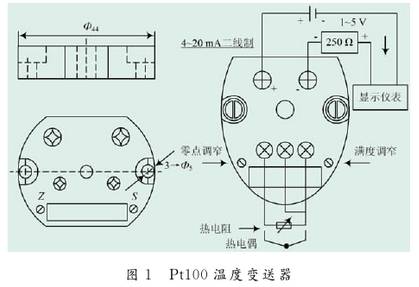
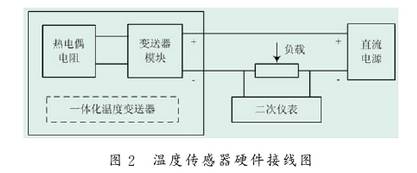
由图1所示的变送器实物图可知,使用时可以将变送器和热电阻按照两线制或三线制方式连接好,也可以直接选用一体化温度变送器。温度变送器的硬件连接如图2所示。使用时,将该变送器串联24V直流电源,负载端就可以直接得到变送器输出的4~20mA的直流信号。本系统采用PLC模拟量模块采集温度信号,可以如图2所示串联一个标准负载电阻,以把电流信号转换成0~10V的电压信号输入到PLC模拟量输入端。
2炉温控制系统方案设计
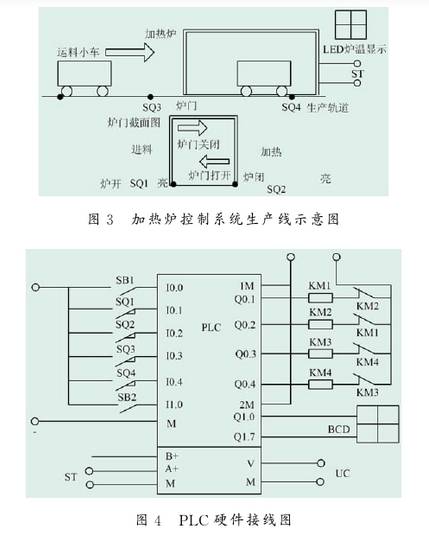
本项目的主要任务是设计一个炉温控制系统,其工作过程是:小车进入炉膛,处于室温的炉膛通过温.度传感器将温度转换成电压信号,由ST接口将模拟的电压信号输入给PLC,在PLC内部与温度设定值进行比较和计算,之后,PLC模拟量输出口的输出电压接通炉丝,小车的工件开始加温,工件的加温温度可根据工艺要求来设定。当炉温达到设定值时,保温10s,电炉丝关断停止加热,小车退出炉膛,工件自然冷却,然后在20s后启动下一循环。图3所示是加热炉控制系统生产线示意图。
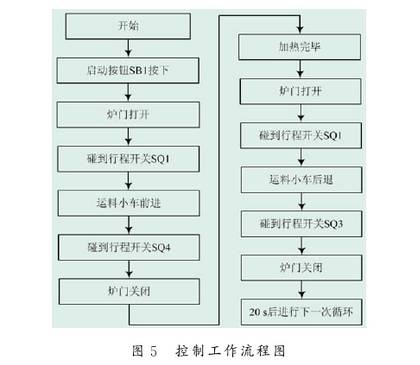
3PLC控制器及其外围电路
炉温控制系统中的控制器采用西门子的PLCCPU224XP,该机型是西门子新的200系列PLC中的控制器,具有数字量和模拟量模块,且有两路串口通讯端口。图4所示是本系统中的控制系统外部接线图。
4软件程序设计
采用S7-200的编程软件能直接进行编程通讯,实现模拟监控功能,结合工控组态软件也能进行上位机开发。图5所示是其控制工作流程,按照该炉温控制流程要求可以编写程序,并设置PLC的输入输出点,还应对应控制柜上按钮进行编号。
4.1温度采集及其处理
将铂电阻Pt100放到电热炉中采集到电流信号后,通过变送器转化成标准电信号再送入PLC(模拟量输入端子A+、M)中,PLC和PC机用PC/PPI串口通讯线送入梯形图(LAD)程序中,这样,就可以将其转化成温度数值了。
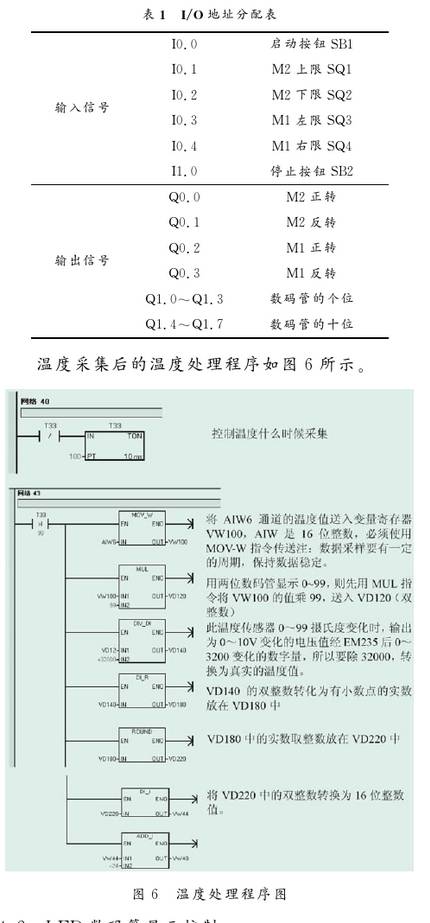
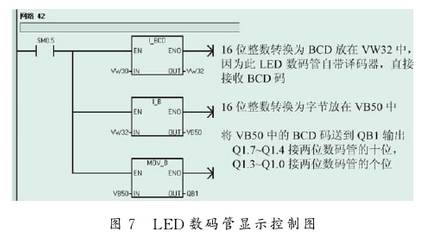
4.2LED数码管显示控制
本设计中温度的设定值可通过LED数码管显示出来。以便在工作过程中对温度设置更加直观。LED数码管显示控制程序如图7所示。
5结语
该系统针对生产实际设计的模块,在工业应用中可以直接调用,用传感器检测炉温,加热完毕后及时发出信号,对炉温的控制可以加入PID模块,提高控.制精度,通过检测与自动化装置使系统朝着智能化方向发展。

