夹丝半人工非标热电偶在铣削温度测量中的应用
发布时间:2021-06-10
浏览次数:
摘要:介绍
夹丝半人工热电偶在铣削温度测量中的应用原理,并针对被加工材料分别为铝合金LF5和铝合金6063"T6的情况,详细阐述其温度标定的方法。
铣削温度是工艺研究的一个重点问题,而被测点温度的实时动态测量是其关键技术。目前在实验过程中用来测量切削温度的方法常用的主要有:热电偶法、光热辐射法、金相结构法等"。
热电偶法因其具有实验装置结构简单、测量方便的特点,成为目前较成熟也较常用的切削温度测量方法。根据不同的测量原理和用途,热电偶法可细分为以下几种2): (1) 自然热电偶法。这种方法简便可靠,可方便地研究切削条件(如切削速度、进给量等)对切削温度的影响,但它只能测定切削区域的平均温度,无法测得切削区指定点的温度,同时,当刀具材料或工件材料变换后,热电偶的热电特性曲线也必须重新标定; (2) 人工热电偶法。人工热电偶法可用于测量刀具、切屑和工件上指定点的温度,可测得温度分布场和最高温度点的位置。其主要优点是:对于特定的人工热电偶材料只需标定一次,热电偶材料可灵活选择。但由于将人工热电偶埋入超硬刀具材料(如陶瓷、PCBN、 PCD等)内比较困难,因此限制了该方法的推广应用; (3) 半人工热电偶法。这种方法是由自然热电偶法和人工热电偶法结合组成的。
文中采用的测温方法是半人工非标准热电偶法夹丝半人工非标热电偶测温法。
热电偶的工作原理是:当两种材料不同的导体两端连接成回路时,由于接合点温度不同,会在回路里产生热电流的物理现象,这种现象称为温差电效应或塞贝克效应。
为了正确测得铣削过程中的铣削温度,实验中采用夹丝半人工非标准热电偶测温方法,测量示意图如图1所示。
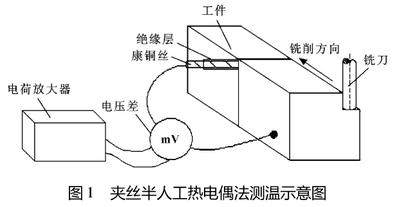
该方法测量切削温度的过程是:首先将康铜丝压扁至小于0.1 mm的厚度,制成热电偶康铜箔片,由于不同材料的热电效应会在回路中产生热电势,为保证康铜丝与工件间构成半人工热电偶回路,必须使康铜箔片与工件间绝缘、工件与夹具间绝缘,以及两工件间的夹持可靠,康铜箔片的引出线连接自制的温度信号放大器的一-极,工件材料远离加工区的-端接放大器的另一极,同时也作为热电偶的冷端。当热电偶丝被切断时,刀具与工件及热电偶间瞬时接触,造成温升,康铜丝与试样的接触点形成了热电偶的热端,使回路中产生热电效应。通过测量热电偶的热电势而间接得到切削时的切削温度。
2热电偶的标定方法
文中的被加工材料分别为铝合金LF5和铝合金6063'T6。由于铝合金LF5 -康铜和铝合金606316-康铜不是标准热电偶,而且目前也没有其温度与热电势之间的关系数据,所以需要标定出这两对热电偶的热电特性数据,得到该热电偶的热电势与温度之间的对应关系,为进一步测量这两种铝合金材料的铣削温度提供可靠的数据。标定实验所得到的热电特性数据的正确性将直接影响到铣削温度测量结果的正确性。
热电偶的标定,就是将热电偶置于若干温度下测量其热电势,并确定热电势与温度的对应关系。根据温度给定方法和热电势测定方法的不同,热电偶的标定方法主要分为3种:纯金属定点法、比较法和黑体空腔法。其中比较法是利用高一级的标准热电偶和被测热电偶直接比较的一种检定方法。这种方法设备简单、操作方便,是应用最广泛的-种标定方法。它适用于标定标准热电偶和各种二工作热电偶。
文中标定热电偶的实验方案采用单接点动态标定方案。其原理如下:用铝合金LF5 -康铜或铝合金.6063T6 -康铜热电偶和镍铬( NiCr) - 康铜的标准热电偶来感受同-一个温度,这样就可以在同-一个温度下测得两个热电势的值。对于镍铬-康铜标准热电偶来说,可以通过查文献[5] 获得电势值对应的温度,同时将这个温度与铝合金LF5 -康铜或铝合金6063T6 -康铜热电偶测出的热电势相对应,就可以标定出铝合金LF5 -康铜或铝合金6063T6 -康铜热电偶的热电特性数据了。
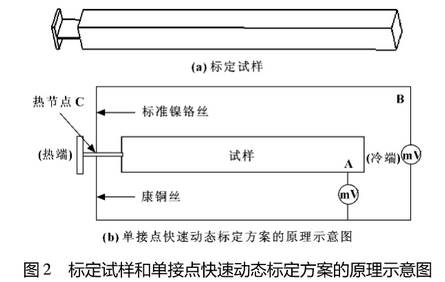
这种热电偶标定的关键是确保两对热电偶在连续升降温的每一个瞬间都严格感受相同的温度。为此,采用的装置结构原理示意图[6]如图2所示,为了使两对热电偶感受同一-点上的温度,标定试样的一端加工出厚度不大于0. 5 mm的薄壁,并将端部磨尖的康铜丝和标准镍铬丝以一定的弹簧压力从两边对准顶紧在该薄壁上。由于薄壁处厚度极薄,两根磨尖的热电偶丝又是严格对准顶紧的,所以这时完全可以认为康铜丝、标准镍铬丝和铝合金试件3种材料是交汇在-个点上的,这个点就是公共的热节点C.康铜丝和标准镍铬丝通过点C构成标定时给出温度信号的标.准热电偶,康铜丝和铝合金试件也通过点C构成待标定热电偶。由于这样构成的两对热电偶都是从同一点C引出的。所以当以某种方式加热材料时,无论点C温度如何变化,它们感受的都是同一温度,从而保证了标定的可靠性和正确性。
装置采用的加热方式是用乙炔喷枪加热,它可以提供标定时所需要的温度。
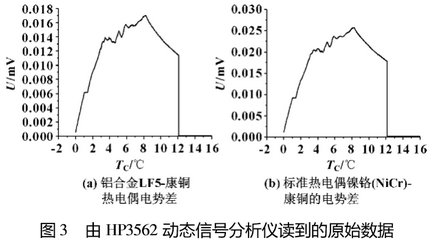
在标定的过程中,直接用乙炔喷枪的火焰在铝合金试样的端部加热。然后用HP3562动态信号分析仪同步采集两对热电偶在加热过程中的热电势。这样就得到了实验过程中的原始数据,再对原始数据进行处理就可以得到铝合金-康铜热电偶的热电特性曲线了。
3标定结果
为了使标定结果正确,在标定的过程中,将热电偶的冷端(图2中的试样点A和标准镍铬丝的点B)置于冰水混合物,使冷端保持0C。HP3562 动态信号分析仪读出的原始数据结果见图3所示。
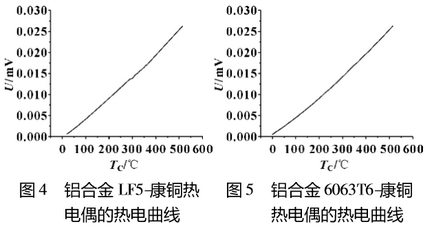
通过查文献[5],查出标准热电偶电势差对应的温度值,同时记下铝合金LF5 -康铜热电偶在该点的电势差, 依次每隔5 C记一-组数据,最后得到铝合金LF5 -康铜的标定曲线如图4。用同样的方法标定出铝合金6063T6 -康铜热电偶的热电曲线见图5。
4结束语
在高速铣削工艺参数优化研究中,采用夹丝半人工非标准热电偶法测量铣削温度。实验表明,该方法应用效果良好,可以为其他铣削工艺的研究提供借鉴。

